

L'objectif fondamental d'une vanne de décharge par le bas est d'atteindre drainage complet et fermeture sans espace mort au point le plus bas d'un navire. Dans des applications allant des bioréacteurs stériles aux cuves de cristallisation, l’incapacité de drainer complètement le produit entraîne une contamination croisée, une croissance microbienne et une perte de rendement significative. Le choix de la conception de la vanne (qu'il s'agisse d'un vérin montant, d'un robinet à tournant sphérique à fond affleurant ou d'un disque actionné par piston) dicte directement la propreté et la récupérabilité d'un processus par lots.
Conception des vannes et géométrie du débit
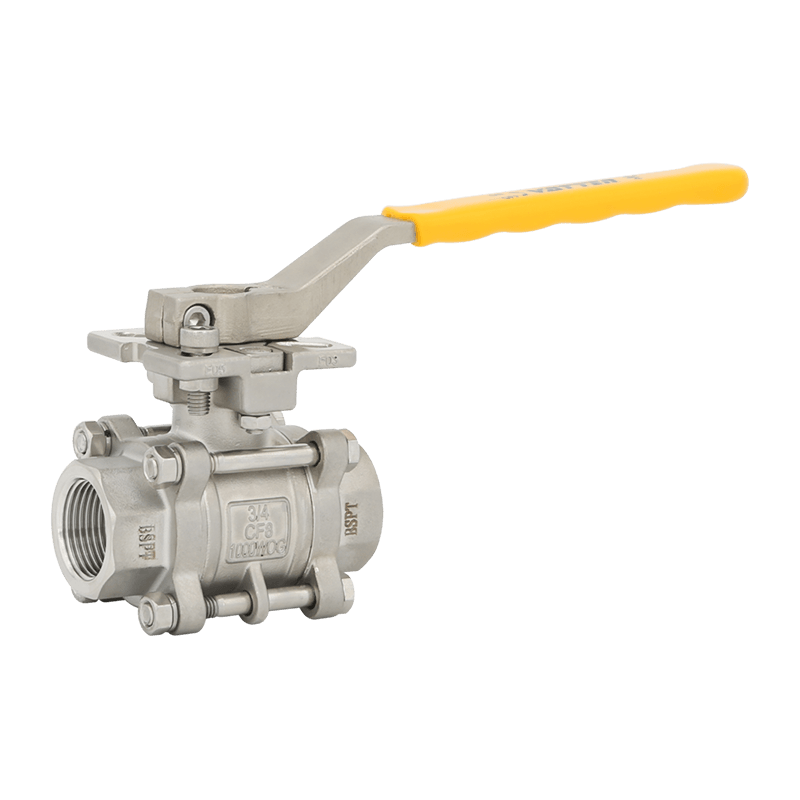
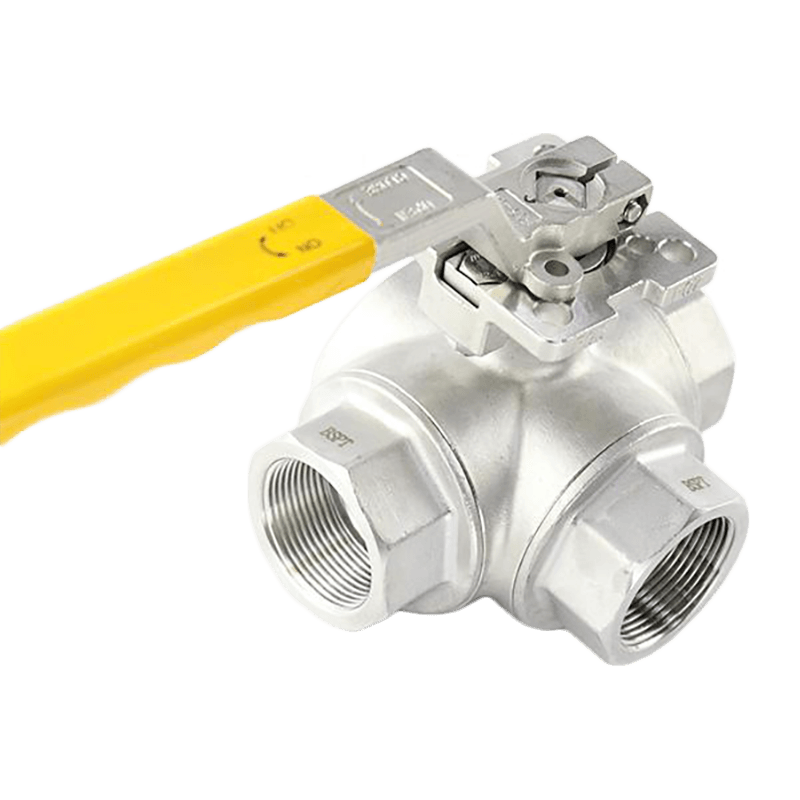
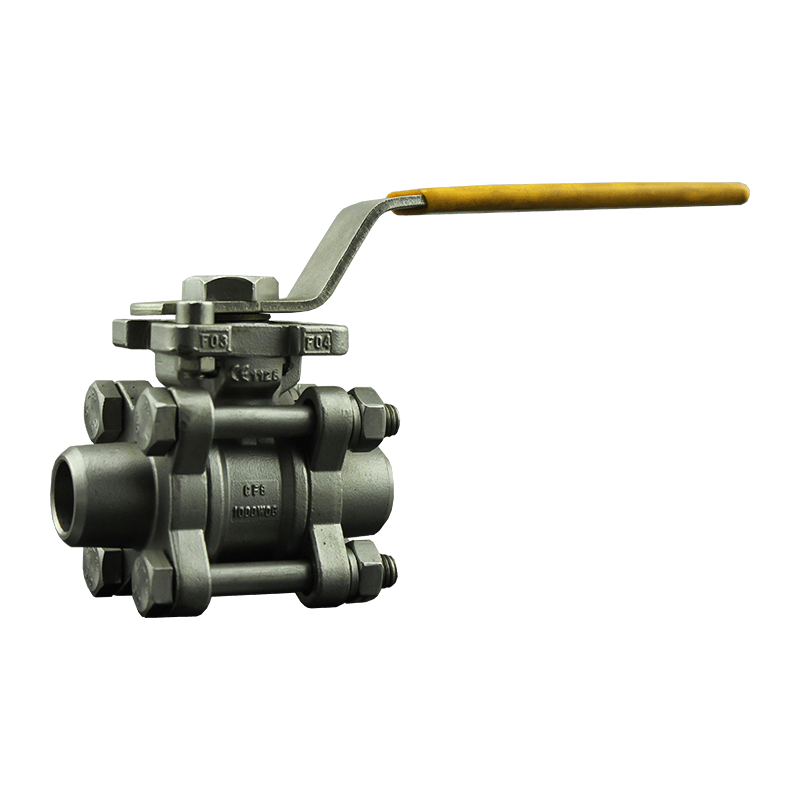
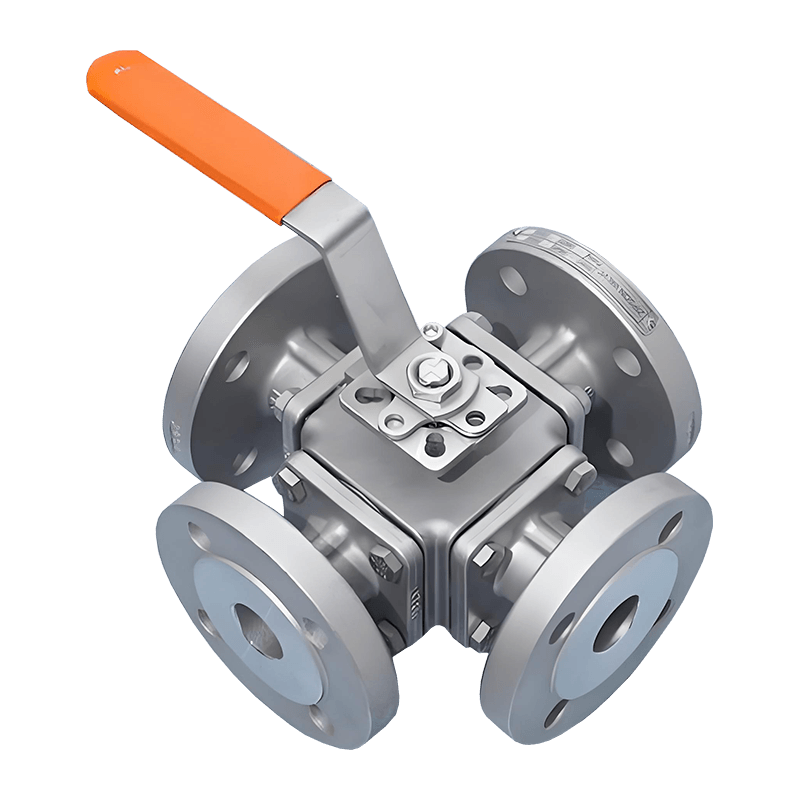
La distinction entre une vanne à soupape standard et une unité spécialisée de décharge par le bas réside dans le contour interne. Pour qu'une vanne fonctionne efficacement dans une application de drainage, la surface d'étanchéité doit affleurer l'intérieur du récipient lorsqu'elle est fermée. Les vannes à vérin ou à piston montant poussent un bouchon dans la buse du réservoir, éjectant physiquement les solides qui pourraient ponter ou bloquer l'orifice. En revanche, les robinets à tournant sphérique à fond affleurant comportent une cavité usinée qui, une fois fermée, présente une surface lisse à l'intérieur du récipient, empêchant les solides de s'accumuler dans le siège. Les données des processus de cristallisation montrent qu'une vanne encastrée standard peut piéger jusqu'à 15 % du volume du lot dans les zones mortes, alors qu'une conception encastrée réduit généralement le volume retenu à moins de 0,5 %.
Technologies d’étanchéité et science des matériaux
L'intégrité de l'étanchéité d'une vanne de décharge par le bas est testée non seulement par les différences de pression, mais aussi par l'accumulation de cristaux abrasifs ou de polymères collants au point de fermeture. Deux stratégies d'étanchéité principales dominent le domaine : les joints métal sur métal pour les températures extrêmes et les joints à lèvres en polymère pour la répétabilité aseptique.
Joints métal sur métal
Dans les processus à haute température dépassant 200°C, les élastomères se dégradent rapidement. Le revêtement dur en stellite ou en carbure de tungstène sur le siège et le disque fournit un joint de meulage qui tolère les cycles thermiques. Ces surfaces durcies atteignent souvent des taux de fuite aussi faibles que ANSI Classe V , ce qui les rend adaptés aux fluides caloporteurs et aux sels fondus. La principale exigence opérationnelle est un couple d'actionnement spécifique pour garantir que les surfaces métalliques s'écoulent à froid les unes dans les autres sans grippage.
Sièges composites PTFE et PTFE
Pour une résistance à la corrosion chimique inférieure à 180°C, le PTFE modifié reste la norme industrielle. Cependant, le PTFE pur souffre d'un écoulement à froid sous une charge continue. Les fabricants contrent cela en utilisant du PTFE renforcé avec une teneur en charge de 15 à 25 % de fibre de verre ou de carbone, ce qui augmente la résistance à la compression d'environ 30% tout en sacrifiant légèrement l'inertie chimique. La dernière génération de conceptions de sièges en PTFE à ressort crée un joint dynamique qui compense automatiquement la contraction thermique sans réglage manuel.
Compatibilité de nettoyage et de stérilisation
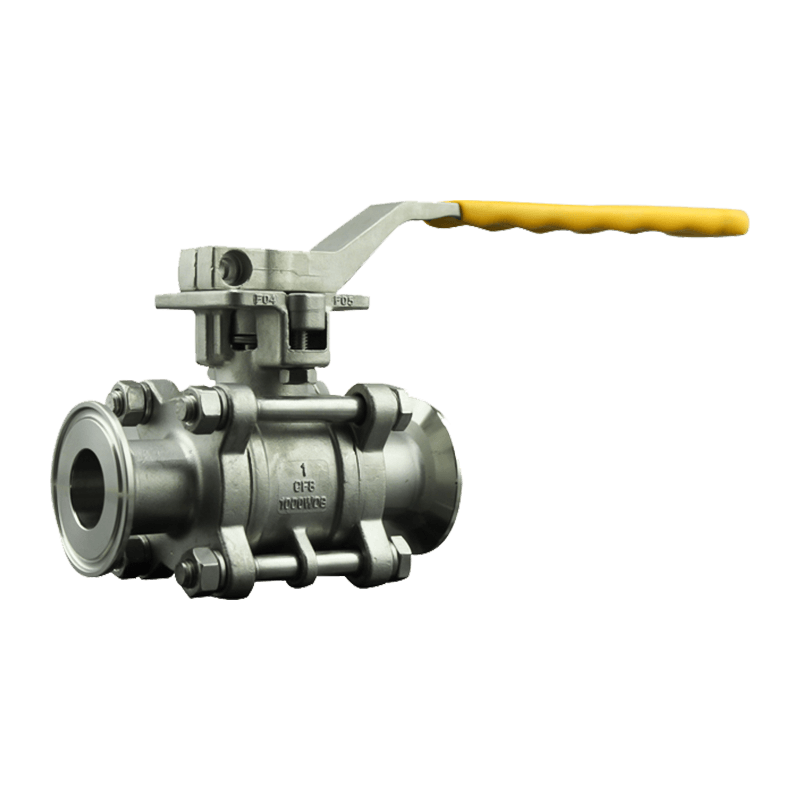
La nettoyabilité est le principal facteur de valeur pour vannes de décharge inférieures en sciences de la vie. La conception doit éliminer « l’espace de brèche » entre la buse du récipient et l’élément d’étanchéité. Les cycles de vapeur sur place (SIP) nécessitent que le corps de la vanne résiste à une exposition répétée à Vapeur saturée à 135°C sans accumulation de condensats. Une vanne utilisant un joint à soufflet au lieu d'une conception de garniture de tige standard empêchera la pénétration de contamination externe et permettra une pénétration complète de la vapeur autour de la tige. Des études de validation confirment qu'une vanne à fond affleurant à soufflet peut atteindre un Réduction de 6 log des spores de Geobacillus stearothermophilus au cours d'un cycle de stérilisation standard de 30 minutes.
La finition de surface des pièces en contact avec le produit est un point de contrôle critique. Une valeur Ra de 0,5 µm (20 micropouces) ou supérieure est la norme pour les produits pharmaceutiques injectables. L'électropolissage améliore cette surface en éliminant les pics microscopiques où les colonies bactériennes peuvent s'ancrer, améliorant ainsi la résistance à la corrosion et réduisant l'adhésion du produit.
Actionnement et contrôle des processus
La cadence opérationnelle d'une vanne de décharge par le bas implique souvent un impératif de sécurité « fermeture en cas de panne ». Les actionneurs pneumatiques à ressort de rappel constituent le choix par défaut pour le transfert de fluides dangereux. Lorsqu'une surpression du récipient se produit, la perte de pression d'air doit immédiatement forcer le clapet de la vanne en position fermée à contre-courant du flux. Cela nécessite des calculs de dimensionnement des actionneurs qui prennent en compte la pression statique de refoulement du réservoir plus un facteur de sécurité de 1,5 fois la pression différentielle maximale .
Le contrôle précis du débit directement depuis la sortie du réacteur est de plus en plus courant. Une vanne linéaire à vérin montant, couplée à un positionneur numérique, permet à la vanne inférieure de servir également de dispositif de dosage pour les résines visqueuses. En profilant le contour de la course, les opérateurs peuvent contrôler le taux de cisaillement pendant la décharge, empêchant ainsi la dégradation du gel qui se produit avec les vannes à bille marche/arrêt.
Critères d'installation et ingénierie des buses
Une bonne intégration du récipient nécessite un usinage précis de la bride du tampon. La dimension critique est la longueur entre le diamètre intérieur du récipient et la face d'étanchéité de la vanne. Si ce col est trop court, la dilatation thermique de la veste peut déformer le corps et provoquer des fuites permanentes. S'il est trop long, cela crée une rétention statique du produit. Une tolérance de meulage à ras de ±0,5 mm est applicable pendant le soudage sur site pour éviter ce décalage. Les vannes de décharge par le bas à chemise sont obligatoires pour les processus impliquant du soufre, du brai ou des polymères qui se solidifient en dessous de 100°C, garantissant que le produit reste mobile jusqu'à ce que la dernière goutte quitte la buse.
| Type de vanne | Type de boue optimal | Viscosité maximale typique |
|---|---|---|
| Bélier / Piston montant | Cristaux abrasifs, pulpes fibreuses | 250 000 CP |
| Boule à fond affleurant | Liquides fluides, boues légères | 15 000 CP |
| Disque / Diaphragme | Milieux stériles, récolte en bioréacteur | 10 000 CP |
Dépannage des défaillances courantes des joints
Les fuites persistantes dans une vanne de décharge par le bas récemment entretenue ont généralement trois causes profondes. Premièrement, un désalignement entre l'arcade de l'actionneur et le chapeau provoque une charge latérale sur la tige, déformant de manière inégale le siège souple. Deuxièmement, le produit cristallisé logé dans la douille de tige limite la force de fermeture. Un protocole de réparation sur site utilisant un rinçage au solvant chaud plutôt qu'un levier mécanique peut préserver l'intégrité du siège. Troisièmement, un couple incorrect du presse-étoupe comprime la tige, empêchant un contact complet avec le joint ; un test au cadran sur la course confirme si le bouchon atteint physiquement la position complètement fermée.
Coût du cycle de vie
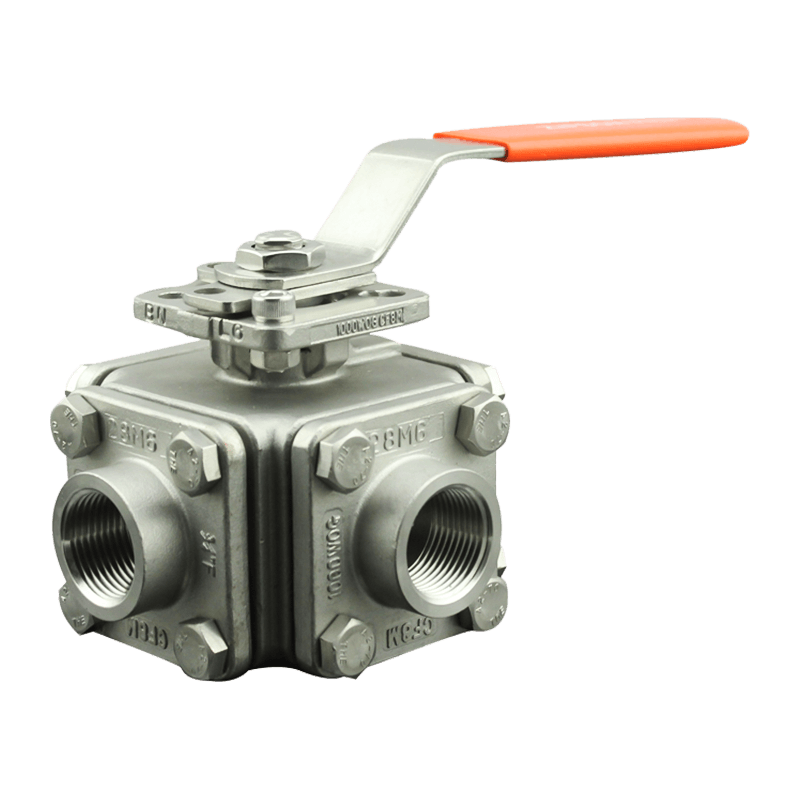
L'évaluation d'une vanne de décharge par le bas uniquement sur la base du prix d'achat du capital ignore le coût dominant des temps d'arrêt pour maintenance. Un corps forgé robuste avec un insert de siège renouvelable, bien que généralement coûteux 30% de plus initialement qu'un corps monobloc moulé, permet le remplacement du siège en ligne sans couper le joint de soudure. Sur une durée de vie de cinq ans dans une suspension abrasive de dioxyde de titane, le coût total de possession de la conception forgée est généralement de 40 % de moins en raison de la rapidité d’exécution de la maintenance. La conception entièrement soudée élimine les joints de bride, supprimant ainsi le point de fuite externe le plus courant et réduisant les risques d'émissions fugitives.